
3D Printing has experienced a rapid advancement in terms of speed, but those who work with printers full-time understand that the flow rate remains the limiting factor, now and in the future. With printers like the Bambu Labs X1 and K1 Speedy entering the market, this is an issue that demands attention.
If you're involved in printing products intended for real-world applications, there are three key considerations: strength, appearance, and production time. From the customer's perspective, they won't be aware of how quickly you printed their product; only you and your payroll will have that knowledge. I mention payroll because speed translates to faster print times, resulting in increased production and ultimately more revenue per hour per machine. This is the essence of the matter. However, when printing at such high speeds, it becomes crucial for the thermal-mechanical properties of the printing material to keep up. Factors such as layer adhesion, melt rate, cooling rate, and extrusion lag come into play. In short, embracing larger layer lines becomes essential.
It takes approximately a year of experience to realize that achieving high speeds with a top-of-the-line CoreXY printer is an unrealistic goal. Personally, I operate four production machines: a Daedalus from Project R3d equipped with slice thermal components, and three custom machines I built myself based on the Ratrig V-Core3 model of a CoreXY printer. While the aluminum extrusions are the only components that remain true to Ratrig's design, V-Cores are excellent production machines. Speed was always my primary focus, but I gradually learned that speed is constrained by layer adhesion and the thermal-mechanical properties of the plastic being printed. As a result, I embraced larger nozzle sizes (0.8+mm) and slower speeds. Assuming a 30 VMF (volumetric millimeters per second), the difference in speed between a 0.2mm layer height with a 0.4mm nozzle and a 0.4mm layer height with a 0.8mm nozzle is approximately a 3.5:1 ratio—100mm/s to 350mm/s. Surprisingly, there is no reduction in print time, but several disadvantages accompany the high-speed model.
The first drawback is the appearance of artifacts. When printing at these high speeds for large volumes, artifacts are inevitable. Regardless of how well you maintain your machine, the nozzle pressure and layer adhesion struggle to keep up. You might achieve a few flawless prints, but for peace of mind, this approach is impractical.
The second drawback concerns layer adhesion and overall strength. There is a prevalent notion that we can achieve such thin layers that our 3D prints resemble injection-molded parts. However, from a production standpoint, this is counterintuitive since thinner layers result in less plastic or filament flow through the nozzle. Considering that the primary objective of injection molding is to produce fast and sturdy parts, it's important not to let aesthetics overshadow our focus.
The final drawback relates to wear and tear on the motion system of your printers. Whether you're investing in a print farm or, like me, purchasing production machines, maintenance becomes a significant concern. At these speeds, everything becomes problematic. When dealing with heat, we must consider the thermal expansion of metal parts, the potential misalignment of linear rails, vibrations that can loosen screws, and the inherent noise that requires attention from the operator.
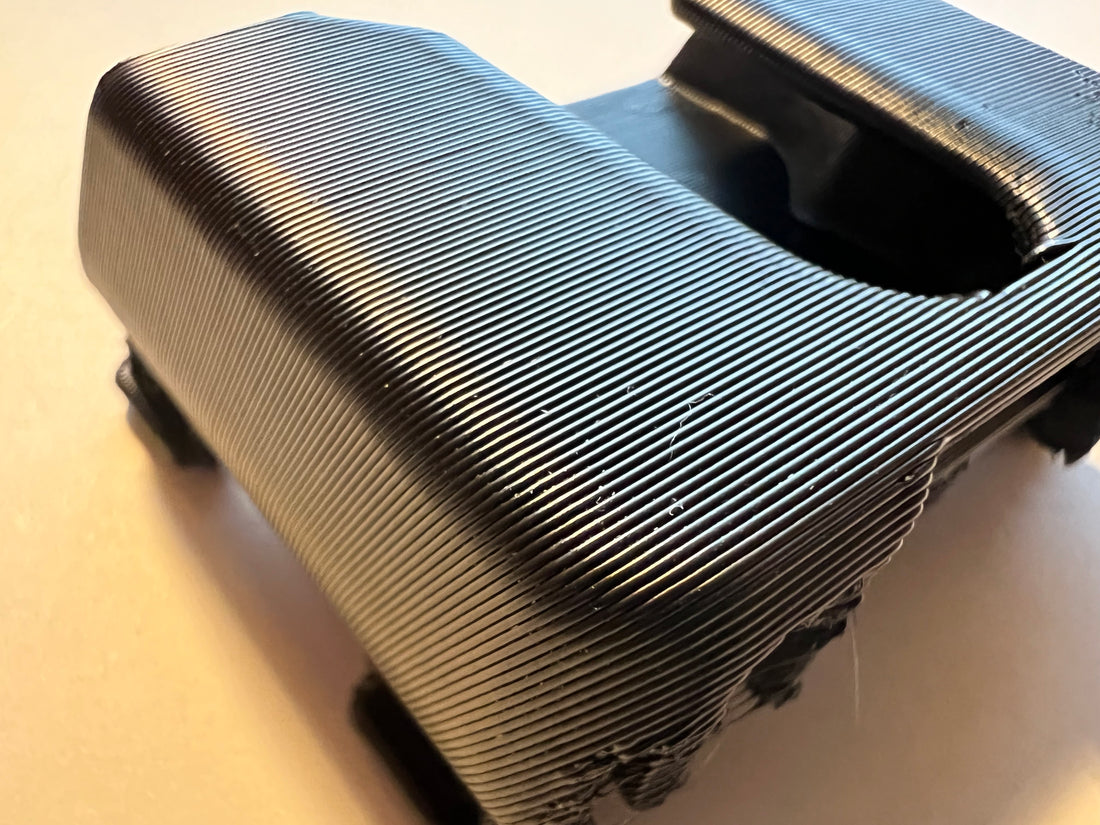
Therefore, my advice to anyone entering the 3D printing realm is to embrace the layer lines. Instead of striving to make your parts resemble injection-molded pieces, focus on their functionality. It's akin to a digital clock featuring an image of a mechanical clock—it may look fine and serve its purpose, but it wasn't designed for that specific purpose.